エアコンの工事や修理には、配管溶接(ろう付け)は避けて通れません。
そして溶接は楽しい時間です。
今回はエアコン配管の溶接(ろう付け)のコツとポイントを紹介します!
あなたの溶接作業が楽しい時間になりますように!!
溶接に必要なもの
エアコンの配管溶接に必要なものは
・溶接機
・溶接棒
・バケツ、濡れ雑巾です。
消火器、消火バケツ、防炎シート等が必要な現場もありますね。
溶接機
基本は、アセチレン・酸素のガス溶接機を使用します。
工事では酸素ボンベのいらない「アセチレンバーナー」もよく使用されます。
細い配管なら時間はかかりますが「トーチバーナー」でも可能です。
修理に使用するなら「酸素ボンベ」を使う溶接機の方が火が小さく温度も高いので扱いやすいです。

この小型の溶接機は、工事にも修理にも大活躍でお気に入りです。
ガスボンベが「液タイプ」のものは注意が必要です。
必ずボンベを立てて使用してください。
ボンベを倒したまま使うと、火口から液が出て「火炎放射器」になり非常に危険です。
液タイプのボンベは長時間使うとボンベ自体が冷えてきます。
冬や残りが少ない時にはガスの出が悪くなります。

そんな時は消火バケツの水につけたまま使用すればOKです。
最後まで使い切れます。
しかもこの溶接機の火口はキャピになっていて自由に角度を変えられます。

残念ながらこの吹管自体が販売中止になっています。
運よく火口を何個かストックできたのですが、販売再開を望みます!
この曲げ角度が絶妙で、狭い場所の裏側の溶接に最適です。
ただし、真正面の溶接はやりにくくなります。
太い配管には普通のアセチレン・酸素のガス溶接機を使用しています。
展示会で一目惚れした、吹管に6つ穴のシャワーシャワーヘッドを装着しています。
一つ穴の強力な火力より、広範囲に満遍なく熱が加えれるので仕上がりが優しい感じです。


このこも吹管が銅管でできているので、角度を自在に変えることができます。
溶接棒
銅管の溶接(ろう付け)には、リン銅ろう溶接棒が使われます。
この「リン銅ろう溶接棒」は銅管より融点が低いので、溶接棒だけ溶かして銅管の継ぎ目に流し込んでろう付けします。
そのため、銅管の差込しろが必要でその隙間にちゃんと「ろう」が流れ込んでいないといけません。
溶接棒に「銀」が含有されていると肉盛りしやすくなりますが、価格は高くなります。
短くなった溶接棒に新しい溶接棒をつなぐことで、ロスなく溶接棒を使い切れます。

濡雑巾
冷媒配管の断熱や、交換部品、燃えるものの保護に「濡れ雑巾」は必須です!
粗品の綿のタオルを数分割すると使いやすいです。化繊は溶けます。
注意したいポイントは「工事」と「修理」の濡れ雑巾は分けましょう!!
修理時には結構油が出ます。
当然、濡れ雑巾にも油がつきます。ていうか油まみれになります。
この冷凍機油は、手の油も持っていくので手が荒れます。
それ以前に、ヌルヌルして不愉快です。
バケツが「鉄製」なら、必ず使用後には雑巾を絞って水を空にしましょう!
これをサボるとすぐに錆びて穴が開きます。
鉄製のクリップを各サイズ数個あると非常に便利です。

溶接のポイント
溶接のいくつかのポイントとコツがわかれば、溶接作業は非常に楽しく自由自在になります。
あとは数をこなすだけです。
吹管を動かすな!
溶接棒が溶けて、配管に馴染むまでは少し時間がかかります。
満遍なく温度を上げてやろうといろんな角度から火を当てるのは溶接の後半になります。
冷えた状態から、火を当てたらその状態で「ろう」が溶けるまでその位置をキープします。
動かすと熱が逃げて、それだけ時間がかかります。
銅ろうの粘度で温度を調整する
温度の調整は配管と、溶接機の距離で行います。
溶接棒が溶け出すと、温度が低いうちは溶けた「ろう」が配管の表面に弾かれて「球状」になっています。
その状態のまま火の位置を動かしてはいけません。
温度が適性になると「球状のろう」がベタっと銅管に馴染んできます。
そこで初めて溶接機の火口を配管からゆっくり遠ざけます。
銅の溶ける温度(融点)は1085℃
溶接棒の融点は800〜900℃です。
そのままあぶると配管が溶けます。
「ろう」の溶け具合で火の距離を調整することで配管を溶かす危険は回避できます。
200℃近く差があるので余裕はあるので、ビビらずにガンガンいきましょう!
「ろう」の溶け具合で温度がわかるので、「ろう」の粘度を気にしながら距離を調整します。
溶け方に注意すると、火の大きさもわかりやすいと思います。
じわっと馴染めば「適性」で肉盛りも簡単です。
さっと「ろう」が溶けて流れて行っちゃうなら火が強すぎです。
どの面から溶接するかが重要
最初に、しっかり目視できる位置を溶接機で炙ります。
十分配管の温度が上がったら、少しだけ溶接棒を溶かして「ろう」の溶け具合で火の距離を調節します。
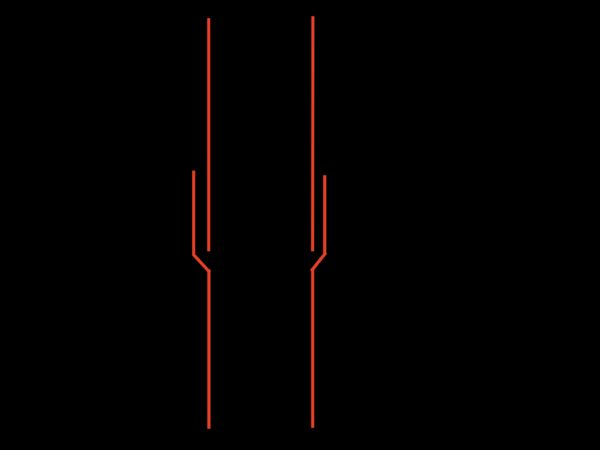
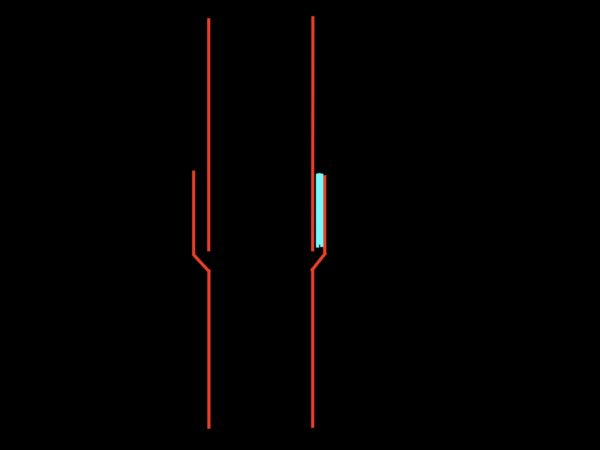
配管が「縦」の場合は、見えにくい裏側から手前に溶接してきます。
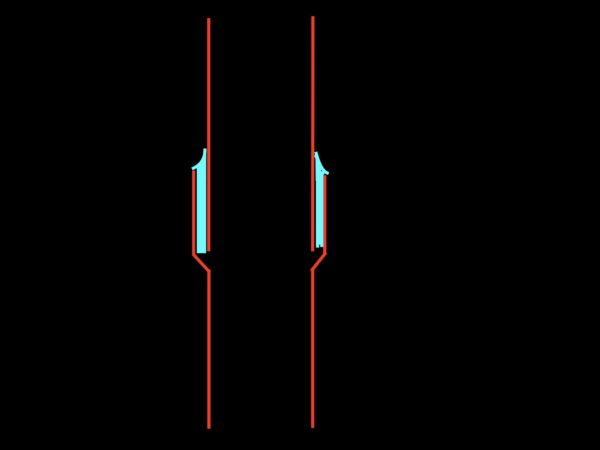
見えやすい位置まで溶接できたら、裏側から反対周りに溶接してきます。
そして最後に見えやすい位置を溶接して、全体をなじませます。
配管が「横向き」の時は、これも見えにくい裏側を上から下に溶接します。
そして手前側を上から下に溶接します。
最後にお互いに下に垂れた「ろう」を繋いでなじませます。
溶接箇所が壁や、障害物などに近いが場合は、火の向きが壁や障害物と逆になる位置から溶接をして、最後に火が壁や障害物に向く位置を溶接します。
溶接(ろう付け)の最大のコツ
溶けた「ろう」は、溶接機で温めた場所に向かって流れていく!
これが「ろう付け」の最大のコツであり極意です。
「ろう」を流したい場所を炙るとその位置に溶けた「ろう」を誘導できます。
火の勢いで後から押すのではなく、先を炙って「ろう」を誘導するイメージです。
これができると、上側が拡張になっている「逆付け」も簡単だし、横向きの溶接時に「ろう」が多すぎて下側に垂れている時も、水滴のように落とさずに横に馴染ませることもできます。
圧縮機交換
実際に室外機の圧縮機を交換して溶接します。
まず、フロンガスを回収できたら「チューブカッター」等で配管を切り離します。



切り離して残った部分は溶接機で炙って抜き取ります。


最初は黒かった溶接箇所も、じっと炙っていくと明るい銅の色に変わっていきます。
そして「ろう」が銀色になって溶けていきます。

ここまで溶けたら、火を離して「ろう」を全体的に溶かします。
そしてプライヤー等で引き抜きます。
抜く時に火が強すぎる(温度が高すぎる)と溶けたろうが配管に大量に残り、差し込めなくなります。
低い温度(ギリギリろうが溶けるぐらい)でゆっくり抜くと配管に「ろう」が残りにくくなります。

しっかり差し込めました。
右側は室外機のパネルになっていて火で炙ると塗装が焦げちゃうので、火が左を向くように右側から溶接します。

少し溶かした「溶接棒」はまだ「球状」で馴染んでいないので、火を動かさずに炙り続けます。

馴染んできました。
「ろう」が上下の配管のどっちにも馴染んだら溶接棒で溶接していきます。
溶けた「ろう」は、差し込んだ配管の隙間を「毛細管現象」で流れていきます。
この隙間にしっかりと「ろう」が流れていないと不完全です。
最後に差込の段差が滑らかになるように「肉盛り」をしたら完成です。

溶接が終わってすぐに「濡れ雑巾」で冷やしてはいけません。
クラックや巣が入ることがあります。
ここはじっと我慢の子です。



ここまで色が変わったら冷やしてOK!です。
思う存分冷やしましょう!

「逆止弁」は上下共に拡張側が上になる「逆付け」です。
弁本体や燃えそうなものには「濡れ雑巾」を巻いておきます。
「逆付け」の溶接は差込の少し上を火であぶって、隙間に「ろう」を吸い上げていくようにします。

まとめ
溶接箇所の「漏れ」のほとんどは目視で確認できます。
必ず溶接後には確認しましょう!
鏡は必須です。
配管の断熱材や周りの燃えるものには濡れ雑巾で養生します。
狭い場所や、やりにくい箇所は、火をつける前に吹管を実際に動かしてみてシミュレーションすることをお勧めします。
火で炙りそうな箇所や、吹管が届かないところがあるかもしれません。
「逆止弁」「膨張弁」「電磁弁」「圧力スイッチ」等熱に弱い部品もあります。
そんな部品を溶接する時にも「濡れ雑巾」でグルグル巻きにします。


少し強めの火で短時間に溶接を終わらせるのがコツです。
見えない位置の溶接もしなきゃいけない時もいずれきます。
見えない位置の溶接は、想像力を働かせて頭の中のイメージで溶接します。
火で「ろう」を誘導してやる感覚が掴めたら、イメージと現実はどんどん近づいてきます。
慣れないうちはどうしても焦ってしまいがちですが、そういう時こそ落ち着いて溶接しましょう!

工事で配管を伸ばしていく時は、やりやすい位置に溶接箇所が来るように考えながら配管を伸ばしていきます。
焦らずに一つ一つ確実に溶接していくのが、結果「最速」です。
楽しんで溶接しましょう!
ありがとうございました。